陶瓷注?射成型(Injection Molding ):是指有一定形狀的模型���,通過(guò)壓力將融溶狀態(tài)的膠體注入模腔而成型,工藝原理是:將固態(tài)的塑膠按照一定的熔點(diǎn)融化�����,通過(guò)注射機(jī)器的壓力��,用一定的速度注入模具內(nèi)�,模具通過(guò)水道冷卻將塑膠固化而得到與設(shè)計(jì)模腔一樣的產(chǎn)品。主要用于熱塑性塑料的成型����,也可用于熱固性塑料的成型。

注射成型車(chē)間
工藝流程
完整的注射工藝過(guò)程包括:1�、成型前的準(zhǔn)備;2��、注射過(guò)程�;3、制品的后處理����。
成型前的準(zhǔn)備
為了使注射成型順利進(jìn)行和保證制品質(zhì)量�����,生產(chǎn)前需要進(jìn)行原料預(yù)處理�、清洗機(jī)筒�����、預(yù)熱嵌件和選擇脫模劑等一系列準(zhǔn)備工作�����。
注射過(guò)程
注射過(guò)程一般包括:加料——塑化——注射——冷卻——脫模���。
注射成型加料:
由于注射成型是一個(gè)間歇過(guò)程�,因而需定量(定容)加料��,以保證操作穩(wěn)定��,塑料塑化均勻�,最終獲得高質(zhì)量的塑件。
注射成型塑化:
成型物料在注射機(jī)機(jī)筒內(nèi)經(jīng)過(guò)加熱�,壓實(shí)以及混合等作用,由松散的粉狀或粒狀固態(tài)轉(zhuǎn)變成連續(xù)的均化熔體之過(guò)程��。
注射成型注射:
柱塞或螺桿從機(jī)筒內(nèi)的計(jì)量位置開(kāi)始,通過(guò)注射油缸和活塞施加高壓��,將塑化好的塑料熔體經(jīng)過(guò)機(jī)筒��。
前端的噴嘴和模具中的澆注系統(tǒng)快速送入封閉模腔的過(guò)程���。注射又可細(xì)分為流動(dòng)充模�����、保壓補(bǔ)縮�����、倒流三個(gè)階段���。
注射成型冷卻:
當(dāng)澆注系統(tǒng)的塑料以及凍結(jié)后,繼續(xù)保壓已不再需要����,因此可退回柱塞或螺桿�����,卸除料筒內(nèi)的塑料熔體的壓力,并加入新料���,同時(shí)在模具內(nèi)通入冷卻水�����、油或空氣等冷卻介質(zhì)�����,對(duì)模具進(jìn)行進(jìn)一步的冷卻�,這一階段稱(chēng)為澆口凍結(jié)后的冷卻����。實(shí)際上冷卻過(guò)程從塑料熔體注入型腔起就開(kāi)始了,它包括從充模����、保壓到脫模前的這一段時(shí)間。
注射成型脫模:
塑件冷卻到一定的溫度即可開(kāi)模��,在推出機(jī)構(gòu)的作用下將塑件推出模外���。
制品的后處理:
1��、退火:消除殘余應(yīng)力�;
2、調(diào)濕: 使塑件顏色����、性能及尺寸得以穩(wěn)定。
注射成型優(yōu)缺點(diǎn)
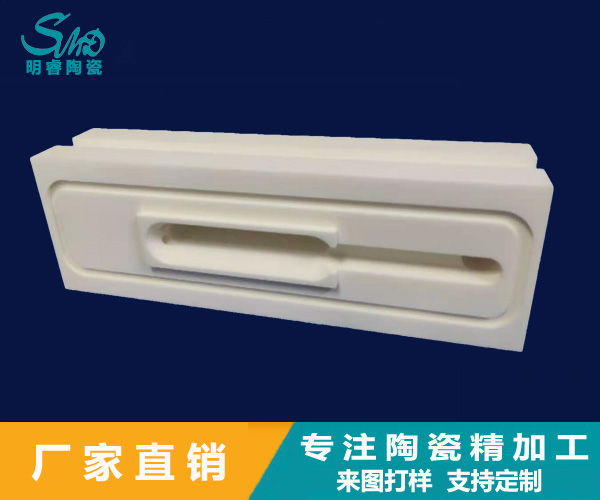
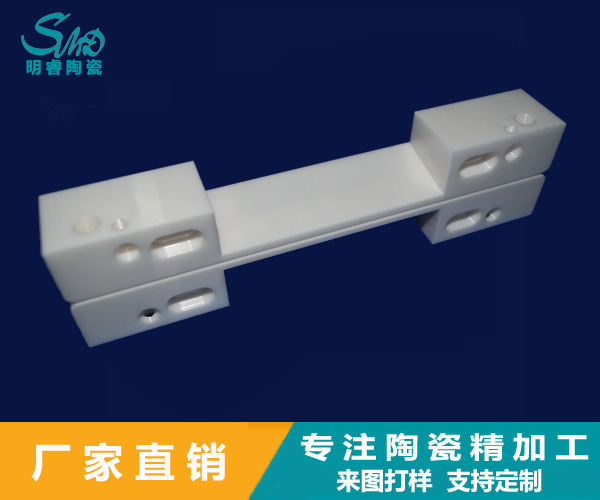
優(yōu)點(diǎn):可以做尺寸規(guī)格小的特殊形狀的特種陶瓷材料�����,可以量產(chǎn)����;
缺點(diǎn):不能做尺寸規(guī)格大的產(chǎn)品